 咨询热线:
咨询热线: 24小时手机直线:189 3199 3397
24小时手机直线:189 3199 3397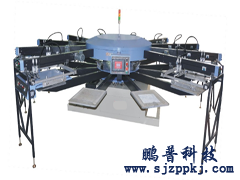





摘要:本文主要介绍永宏PLC在追切机中的应用,通过文本对长度在屏上进行设定,追速切割,实现物料不间断的定长裁断。
关键词:永宏PLC 追切机 可编程控制 定长 不间断
1.追切机简介
追切机主要应用于物料在不停的情况下定长切割,对汽车封条一类的皮条或内部加钢板的物料做定长切割。

2.追切机构成及工作原理
2.1 系统的构成

2.2控制部分的构成
主要产品功能规格:
1.主控制器:永宏FBS-20MCT2-AC;
2.触摸屏:永宏Unicon 的10寸屏
3.伺服:东陵3KW伺服一套;
2.3 PLC的I/O分配


3.系统控制程序介绍
3.1同步速度采集:
利用100MS中断采集编码器反馈脉冲数,通过测量得到编码器所在轴半径,进而算出周长,在PLC内算出编码器所在轴转速(前皮带速度)。

3.2前皮带速度求平均:
PLC通过编码器采集前皮带速度时,前100MS跟后100MS的采集量存在误差,误差乘以比例系数后被放大,造成速度不稳定,转换后的伺服速度波动也挺大,这样的话,采集30个100MS的量来做平均,避免单次误差过大,伺服平稳效果好很多。

3.3经过比例换算求出伺服同步时的速度:
通过编码器速度采集,加上外部齿轮齿条的比例计算,在PLC内进行数据的整合,加减乘除后算出伺服要实现与皮带同步应走的速度。
3.4工作台回原点程序:
在开机或者是切完一段后伺服回原点,好多控制系统都是外加传感器,原点复归时PLC发脉冲让伺服往固定的方向走,碰到传感器后停止运转,意思就是以回到原点,我们伺服回原点的方式主要利用永宏PLC内部定位指令,通过设定的初始原点,加上绝对位置的记忆载体,轻松实现原点的复归,为客户节省成本,也避免外部接近开关造成的位置误差。

3.5工作流程
启动---牵引启动--编码器计米---米数到---伺服追速---压紧---切割---复位切割---复位压紧---伺服返回
3.6部分HMI操作界面介绍
可方便的在触摸屏上对行走长度,根数进行设定。

4.调试过程

联系电话:0311--85595655 18931993397
 售前咨询
售前咨询 工程咨询
工程咨询 技术支持
技术支持