 咨询热线:
咨询热线: 24小时手机直线:189 3199 3397
24小时手机直线:189 3199 3397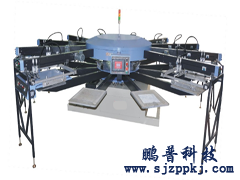





摘要:本文主要介绍永宏PLC,伺服在攻丝机中的应用,通过设定扭矩和速度,伺服带动攻丝轴进行旋转,正方向运转时对右侧工件进行加工, 反方向运转时对左侧工件进行加工。伺服在正,反运行过程中都在加工工件,效率比原有的设备提高一倍多。
关键词:永宏 PLC 伺服 转矩 效率
1.攻丝机简介
攻丝机主要是对螺母或是丝杠接头进行套扣。伺服所带轴左右两侧都带有丝锥,左右两侧加工台有震动盘自动上料,工作台把工件固定好后伺服带动丝锥进行左右循环套扣。

图1-1攻丝机实物图
2.攻丝机构成及工作原理
2.1 系统的设计:
攻丝机电气配置主要用到永宏FBS-24MAT2-AC和永宏3KW的A3伺服。通过PLC与伺服的通讯,实时的改变伺服扭矩的正负和速度大小,可实现伺服运转方向和运转速度的控制。因为转矩和速度的可操控性,相对传统机械来说对电机和丝锥起到保护作用,增加电机和丝锥的寿命。
2.2控制部分的构成
主要产品功能规格:
1. 主控制器:永宏FBS-24MAT2-AC;
2. 文本:永宏FD-301
3. 伺服:3KW永宏A3;
4. 通讯板:FBS-CB5
2.3PLC的电气接线图

图2-2PLC控制部分电气接线图
3.系统控制程序介绍
3.1右端夹紧
右端检测工件,工件到位后右端调速电机正转,转半圈后触碰接近开关,证明已将料夹紧。

图3-1 右端夹紧
3.2右端攻丝
右端工件夹紧后进行,伺服启动带动丝锥对右工件进行攻丝,攻丝右侧限位开关触碰后给PLC右侧完成信号。

图3-2 右工件攻丝
3.3左端夹紧
伺服向右端运行后,左侧检测工件到位后,转半圈后触碰接近开关,证明已将料夹紧。

图3-3 左端夹料
3.4左端攻丝
左端工件夹紧后进行,伺服启动带动丝锥对左工件进行攻丝,攻丝左侧限位开关触碰后给PLC左侧完成信号。

图3-4左端攻丝
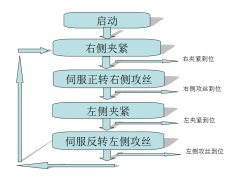
3.5工作流程
4.部分文本操作界面介绍
操作画面:
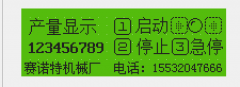
启动:伺服运转,正反转进行攻丝。
停止:伺服攻完本次产品后停止。
急停:急停按钮一按设备全部停止。
手动画面:
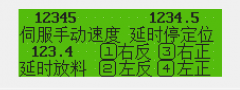
左正/反:左侧夹料电机手动夹料,放料。
右正/反:右侧夹料电机手动夹料,放料。
参数设定:
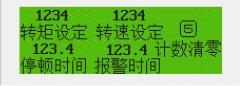
转矩转速:转矩,转速数值通过通讯给到伺服。
计数清零:把已加工的工件数清零。
5.调试过程

联系方式:0311-85595655 18931993397
 售前咨询
售前咨询 工程咨询
工程咨询 技术支持
技术支持